
同类文章排行
当前位置:首页> 机加工知识
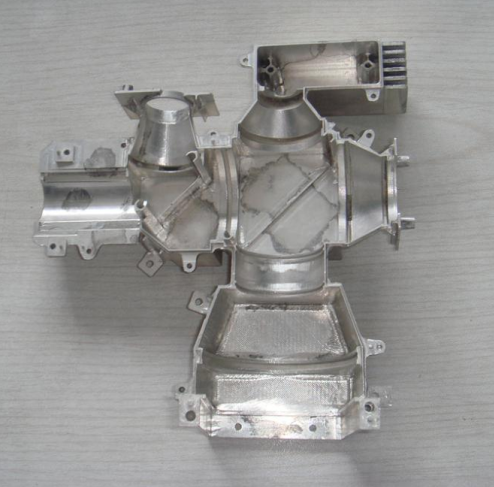
怎么处理铝合金零件加工变形的问题?
作者:尖锋科技 浏览量:1377 发布时间:2021-02-26 03:04:42
铝合金零件加工材料热膨胀系数较大,薄壁加工过程中很容易变形。在采用自由锻毛坯时加工余量大,变形问题就很明了。

接下来介绍一下铝合金零件加工变形时应当采用哪些措施?
在CNC加工时,铝合金零件加工变形的原因有很多,与材质、零件形状、生产条件、切削油的性能等都有关系。主要有以下几个方面:毛坯内应力引起的变形,切削力、切削热引起的变形,夹紧力引起的变形。
针对此类CNC零件加工问题,尖锋科技用实际经验得出了一些解决方案。
1 优化刀具结构
减少铣刀齿数扩大容屑空间。由于铝合金材料塑性较大,加工中切削变形较大,需要较大的容屑空间,因此容屑槽底半径应该较大、铣刀齿数较少为好。
2 精磨刀齿
在使用新刀之前,应该用细油石在刀齿前、后面轻轻磨几下,以减少刃磨刀齿时残留的毛刺及轻微的锯齿纹。这样不但可以减少切削热而且切削变形也比较小。
3 严格控制刀具的磨损标准
刀具磨损后工件表面粗糙度值增加,切削温度上升工件变形随之增加。因此除选用好磨的刀具材料外,还应严格控制刀具磨损程度,否则容易产生积屑瘤。切削时工件的温度不能过高以减少变形。
上一篇:
cnc铝合金零件-加工精度高
下一篇:
铝合金零件加工-质量有保障